Введение
Я увидел мини стойки, в которых люди собирают свои домашние лабы и очень захотел такое же. Оказалось почти все они используют фабричные десятидюймовые стойки от DeskPi ( https://deskpi.com/ ). После поисков альтернатив и способов купить что-то из этих стоек стало понятно что обойдется мне это минимум в 250 долларов за 10 юнитов (и это еще без полочек). Потом я наткнулся на человека, который полностью спроектировал и напечатал эту стойку на 3D принтере, выглядело нереально круто. Передо мной встал выбор: заказать 3D печать и потратить около 100 евро на все или купить 3D принтер и сделать все самому, попутно разбираясь в чем-то совсем новом и потратив в 4 раза больше времени и денег. Правильный вариант как бы очевиден. :)
Вот проект, на который я наткнулся: Lab Rax — полностью 3D-печатная модульная 10-дюймовая серверная стойка. Учитывая, что у меня уже есть мини-ПК с Proxmox (см. мою серию постов с домашней лабой), идея напечатать для него стойку показалась логичным следующим шагом.
До этого опыта с 3D печатью у меня не было. Это первая статья из серии, где я буду описывать процесс освоения — от покупки принтера до печати сложных проектов.
Цели:
- Разобраться в технологии 3D печати
- Напечатать стойку для своей домашней лабы
- Печатать полезные вещи для дома (держатели, органайзеры, крепления)
- Заменять сломанные детали вместо покупки новых
Выбор принтера
Критерии
Список требований:
- Шум - хотелось бы иметь возможность существовать рядом с принтером пока он печатает и не умирать от крови из ушей. Возможно даже поспать пока принтер работает в другой комнате
- Размер - у меня нет большого стола, где я мог бы поставить принтер, нужно что-то, что вмещается на комод
- Бюджет ~30,000 RSD (~€250-300) — так как я только начинаю мне не нужен самый навороченный принтер с миллионом функций
- Простота для новичка — автокалибровка, минимум ручной настройки
- Возможность кастомизации — хотелось бы иметь возможность редактировать конфиги и использовать полный веб-интерфейс (чтобы можно было поковыряться и подкрутить что-то под себя, когда я уже освоюсь)
Варианты
Поискав принтеры в официальных сербских магазинах и на сайтах объявлений, я остановился на четырёх вариантах:
| Модель | Цена | Комментарии |
|---|---|---|
| Creality Hi | 29,600 RSD | Klipper, высокая скорость, но сложнее обслуживать из-за дизайна печатающей головки |
| Elegoo Neptune 4 Plus | 33,000 RSD | Огромный, сложная процедура обновления из нескольких шагов, полуручная калибровка |
| Elegoo Centauri Carbon | 40,000 RSD | Очень громкий |
| Anycubic Kobra 3 | 25,500 RSD | Дешевле, меньше фич, сложности кастомизации |
Самый популярный принтер для новичков — Bambulab A1 (идеальное качество из коробки). Я его не рассматривал из-за полностью закрытой экосистемы и невозможности менять прошивку или редактировать конфиги. Ну и стоит он всё-таки чуть выше.
Почему Creality Hi
Выбрал Creality Hi:
- Не закрыт производителем — веб-интерфейс Fluidd, SSH доступ без сомнительных скриптов для разблокировки, возможность изменять конфиги
- Шум — из всех рассмотренных моделей эта была самая тихая
- Цена в рамках бюджета — 29,600 RSD
Заказ и комплектация
- Принтер Creality Hi — 29,600 RSD
- PLA Soleyin Matt White (1 кг) — 1,680 RSD
- PLA Soleyin Matt Black (1 кг) — 1,680 RSD
- PETG Creality Hyper White (1 кг) — 2,600 RSD
- PETG Devil Design “цвет-сюрприз” (1 кг) — 1,680 RSD
Итого: 37,240 RSD (~€320)
Два мотка PLA для обычной печати и первых экспериментов. Два мотка PETG купил с прицелом на будущий проект Lab Rax.
Распаковка
Комплектация:
- Основание принтера
- Вертикальная рамка с рельсами и печатающей головкой
- Держатель катушки филамента
- Кабель питания
- Набор инструментов (шестигранники, кусачки)
- Смазка
- Прутик, чтобы чистить экструдер
- Тестовый филамент (небольшой моток PLA)
- Инструкция по сборке
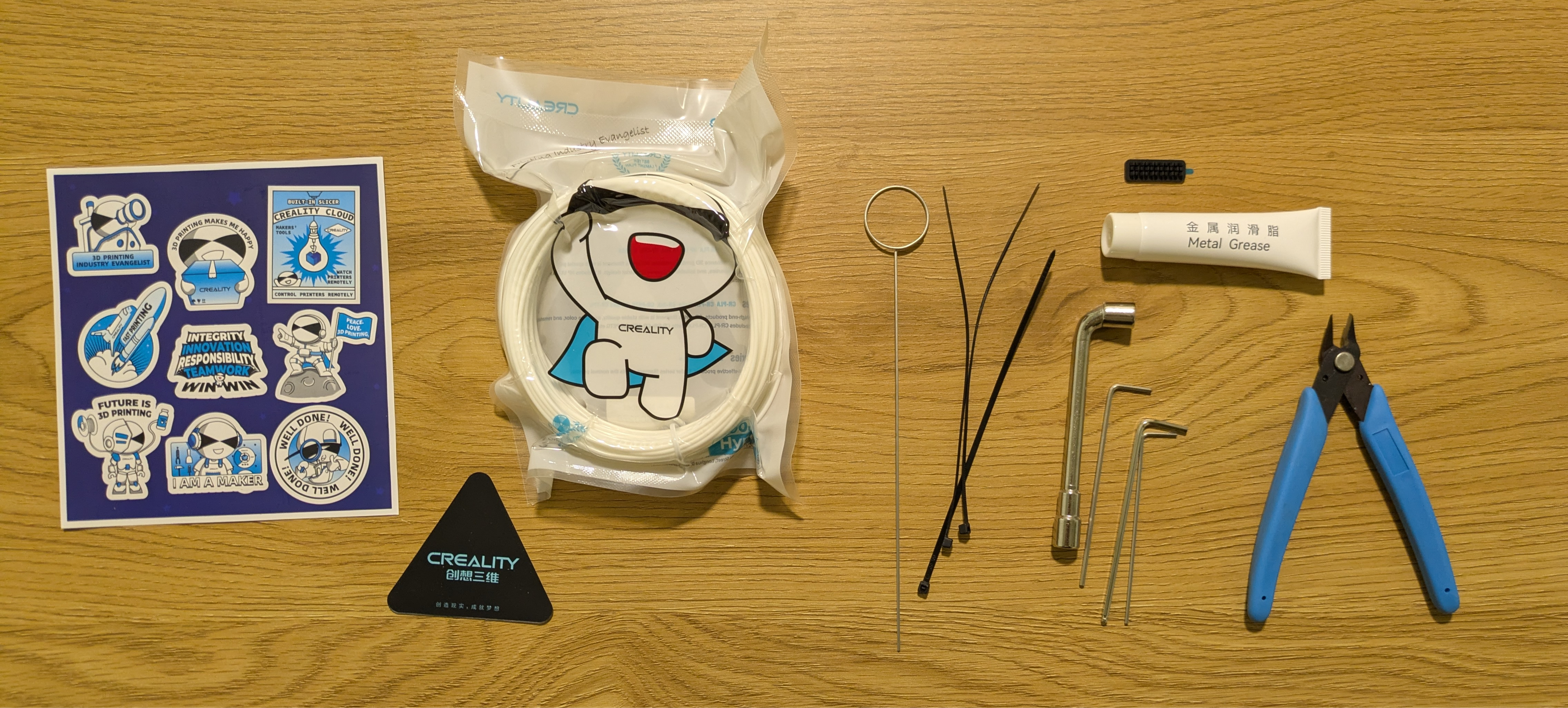
Все, что было, кроме самого принтера
Сборка и первый запуск
Сборка
Сборка заняла меньше 30 минут:
- Поставил рамку с рельсами на основание и прикрутил болты
- Подключил кабели
- Поставил держатель катушки с филаментом
После включения принтер сам запустил автокалибровку.

Принтер собран
Интерфейс
Управление через сенсорный дисплей 3.2":
- Статус печати
- Выбор файла
- Настройки филамента
- Параметры принтера

Сенсорный дисплей
Первые принты
За первую неделю напечатал несколько вещей — от тестовых моделей до полезных предметов для дома. Все печати делал PLA филаментом с дефолтными настройками слайсера.
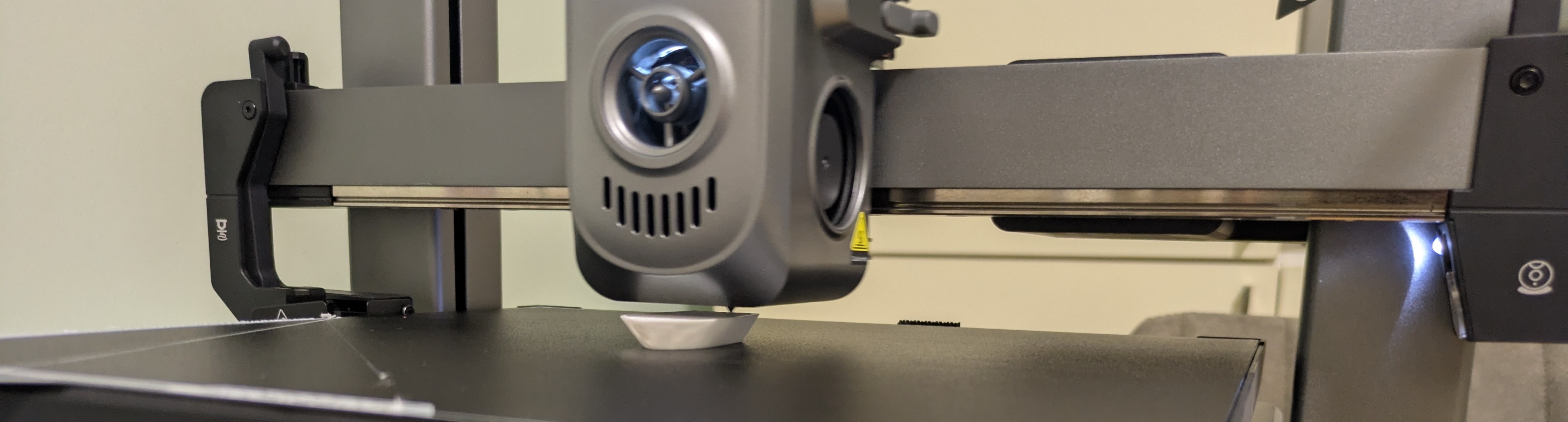
Block PLA — первый принт
На принтере был загружен файл block_PLA_17m (17 минут печати). Оказалось — это блок для мусорного филамента. При начале печати принтер выдавливает пластик, чтобы прочистить сопло, и этот блок не даёт ему улетать в сторону.

Система сбора мусорного филамента в действии
Установка OrcaSlicer
Для подготовки моделей нужен слайсер — программа, которая превращает 3D модель в G-code (инструкции для принтера).
Выбрал OrcaSlicer — бесплатный, с готовыми профилями для Creality Hi. Позже также пробовал официальный Creality Print, которым пользовался чаще из-за встроенной поддержки камеры (подробнее в разделе “Возможности управления принтером”).
Установка:
- Я установил с помощью
homebrew, но можно просто скачать с GitHub - Выбрал принтер Creality Hi из списка
- Профили настроек загрузились автоматически
Benchy
Стандартный тест — маленький кораблик, который показывает возможности принтера (мелкие детали, нависания, мостики).
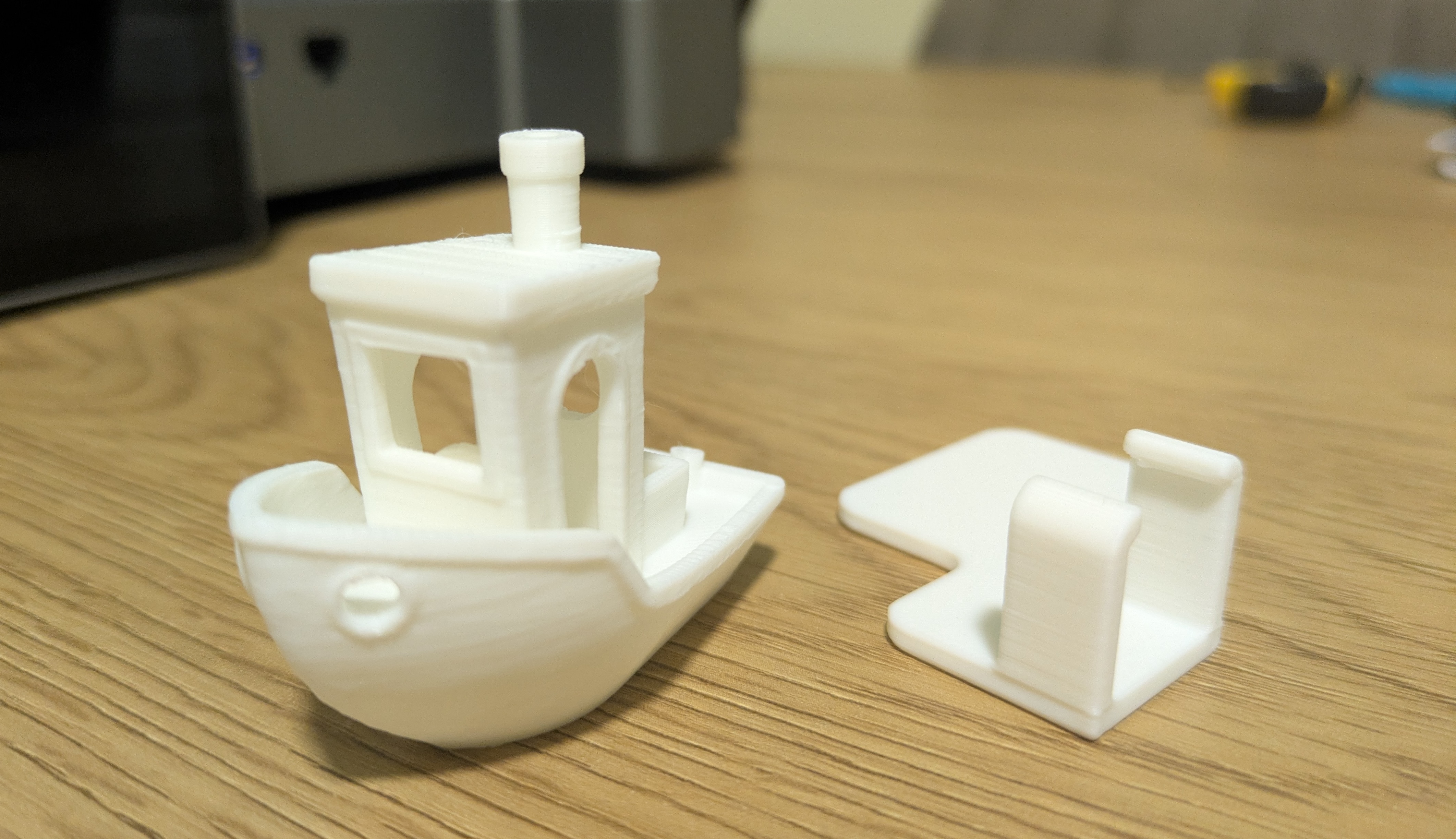
Benchy с дефолтными настройками
С дефолтными настройками получилось нормально. Мелкие детали видны, нависания чистые.
Маркеры для вязания
Жена попросила напечатать маркеры для вязания, которых ей не хватало. Нашёл модель на MakerWorld, напечатал 10 штук.
Смена филамента
После маркеров захотелось напечатать коробочку для мусора филамента (о которой расскажу ниже), и для неё понадобился чёрный филамент. Процесс смены:
- На дисплее: Настройки филамента → Retract
- Принтер автоматически обрезал и выдавил остаток
- Я поменял катушку и протянул филамент до печатающей головки
- Нажал: Extract
- Принтер втянул филамент до сопла
Заняло пару минут. Вроде всё просто, но в первый раз всегда страшно что-нибудь поломать.
Пуговицы — первая проблема
Пуговицы для вязаного изделия — две большие (4 см) и три маленькие (2 см).
Поверхность получилась грубоватой. Скорее всего, проблема в скорости — маленькие детали, возможно, принтер не успевает выдавливать пластик (недоэкструзия). Эксперименты с настройками скорости оставил на потом — пуговицы всё равно справляются со своей задачей.
Полезные принты для дома
Держатель кабелей с клипсой для стола
Первая модель с нависающими поверхностями. Чтобы напечатать такую деталь, нужны саппорты (supports) — временные подпорки, которые потом удаляются.
В OrcaSlicer попробовал Tree Supports (саппорты в виде дерева) — они растут от стола ветками к нависающим частям модели. Занимают меньше места и легче удаляются чем обычные прямые саппорты.
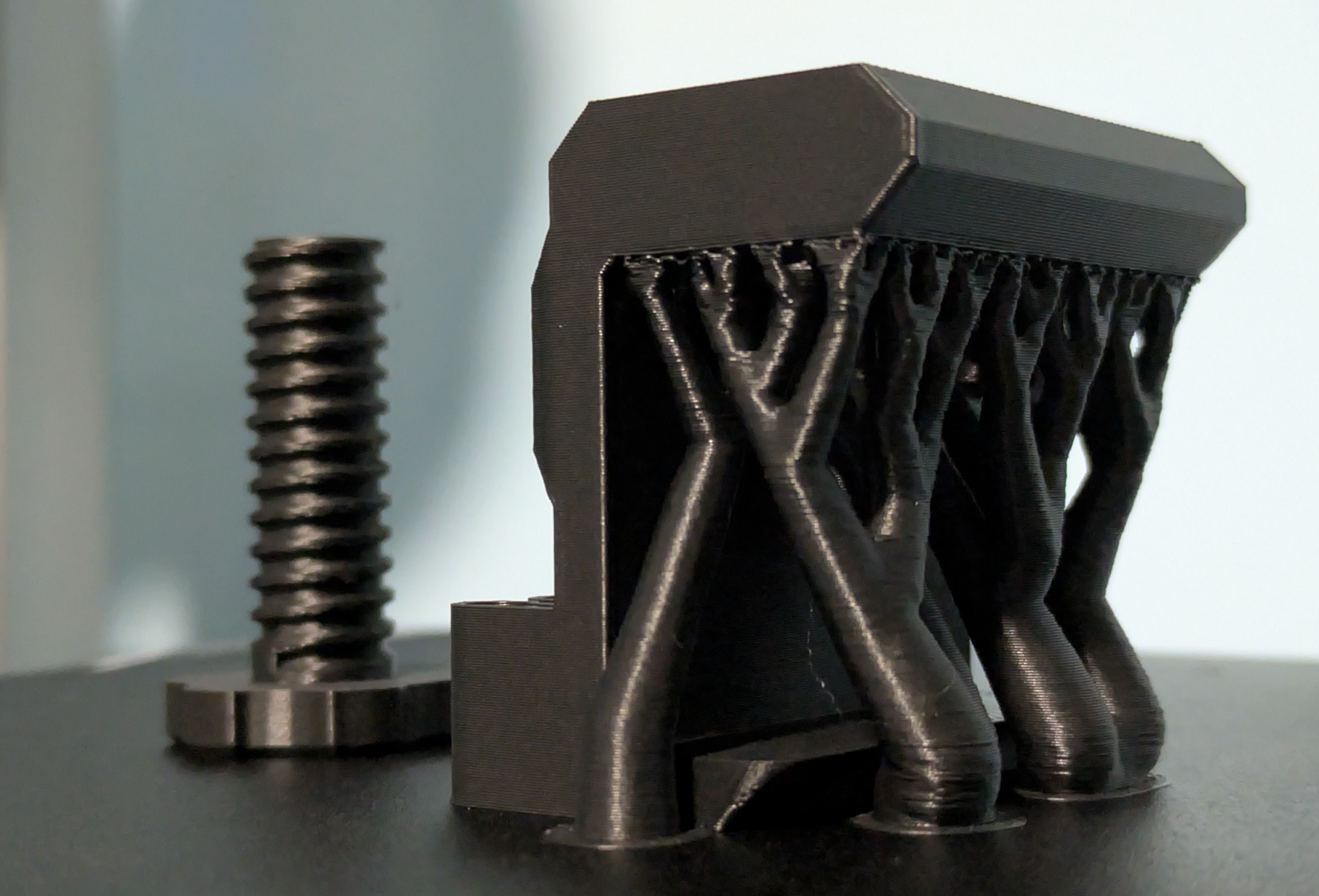
Держатель для кабелей напечатанный с tree supports
После печати саппорты отломались без проблем, поверхность под ними получилась слегка шероховатой, но приемлемой. Держатель работает отлично — закрепил USB кабель на краю стола.

Готовый держатель после удаления саппортов
Коробочка для мусора филамента
После того как block PLA показал себя полезным, решил напечатать для него коробочку, куда будет падать мусорный филамент. Использовал чёрный PLA.
Напечатал успешно, но OrcaSlicer автоматически добавил юбку (skirt) к принту — дополнительный периметр вокруг модели. Оказалось, что её не так просто отделить от основного принта. В следующий раз буду проверять настройки перед запуском. Уверен, что этот простой принт и так бы нормально напечатался.
Коробочка отлично вписалась в систему — теперь мусорный филамент собирается аккуратно, а не улетает на пол.
Попытка режима вазы
В OrcaSlicer есть режим вазы (Spiral Vase) — печатает объект одной непрерывной спиралью без верхних и нижних слоёв. Выглядит лучше, чем печать по слоям, так как не оставляет шва на каждом слое.
Попробовал напечатать небольшую вазу. Печать прошла успешно, выглядит классно, но ваза получилась с небольшими щелями. Где-то спираль легла неплотно. Для декора сойдёт, но воду не держит.

Ваза
Коробочка для вещей в прихожей
Первый более серьёзный функциональный принт — лоток для мелочей в прихожей (ключи, монеты, всякая ерунда).
Для этого принта решил попробовать специальные функции OrcaSlicer:
Variable layer height (переменная высота слоя) — автоматически уменьшает высоту слоёв на скруглениях и краях для более качественной поверхности. Печать стала заметно дольше, но детали получились гладкими.
Ironing (проглаживание) — печатающая головка проходит по верхним слоям с выключенной экструзией, разглаживая поверхность. Добавило ещё больше времени, но поверхность дна получилась очень ровной и гладкой.
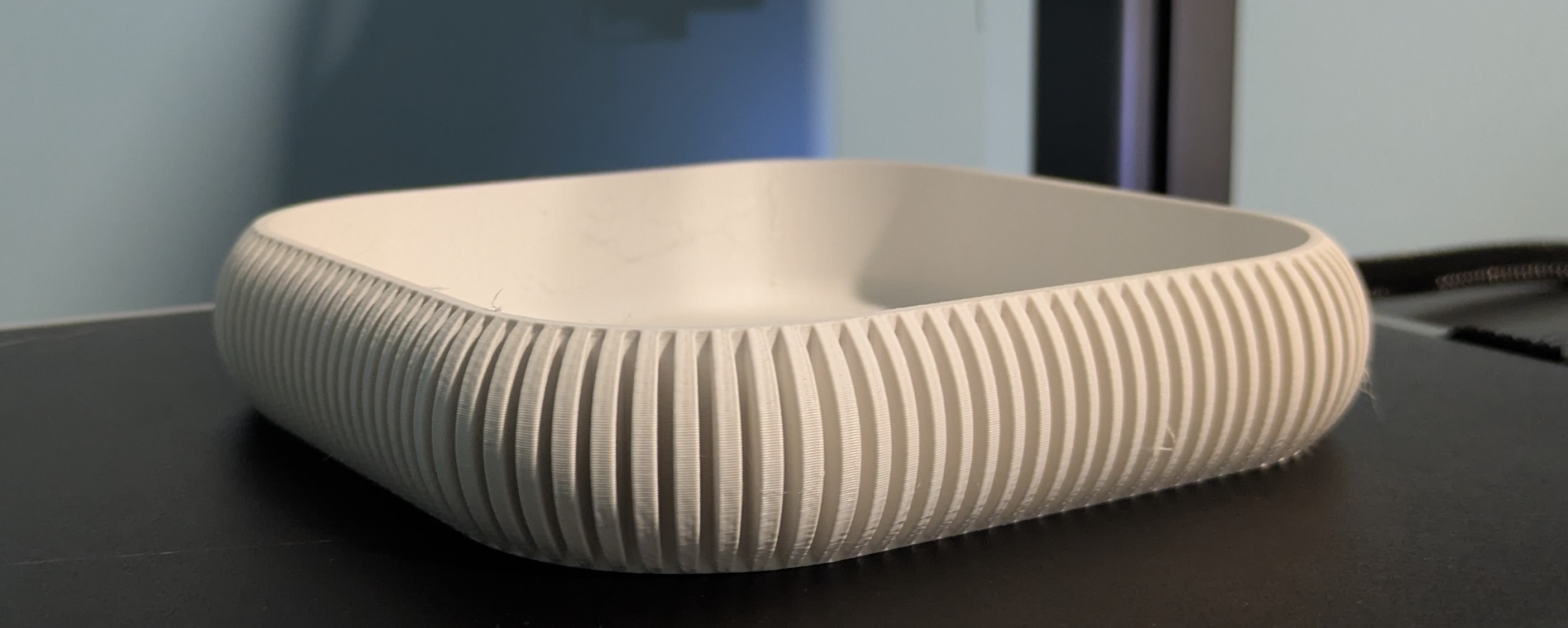
Лоток с variable layer height и ironing
Результат стоил потраченного времени — изделие выглядит качественно. Были небольшие дефекты (тонкие нити между ребрами), которые я легко убрал кусачками и кусочком наждачки.
Возможности управления принтером
Дисплей
Базовое управление: запуск печати из памяти принтера или флешки, смена филамента, ручное управление, настройки.
Fluidd (веб-интерфейс)
Принтер работает на Klipper с веб-интерфейсом Fluidd. Заходишь на IP принтера с портом 4408 в браузере (например, http://192.168.1.100:4408):
- Контроль над печатью
- Мониторинг температур
- Доступ к конфигурации Klipper
- Консоль для команд
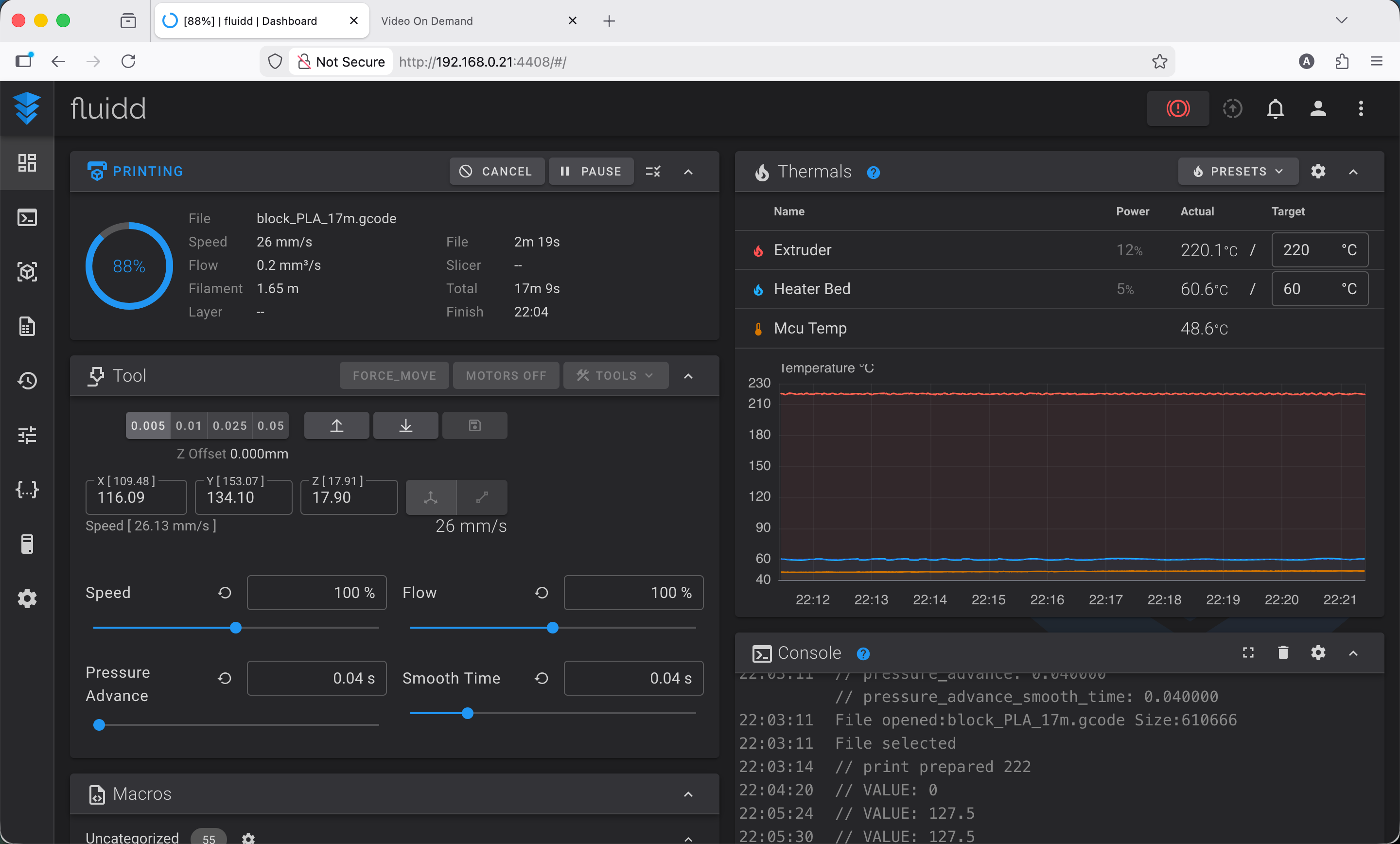
Fluidd
Встроенная в принтер камера должна бы тоже отображаться в интерфейсе Fluidd, но нет. Найти ее можно на отдельном порту 8000:

Интерфейс камеры на порту 8000
OrcaSlicer
Преобразование 3D моделей в инструкции для печати и отправка на принтер по сети.
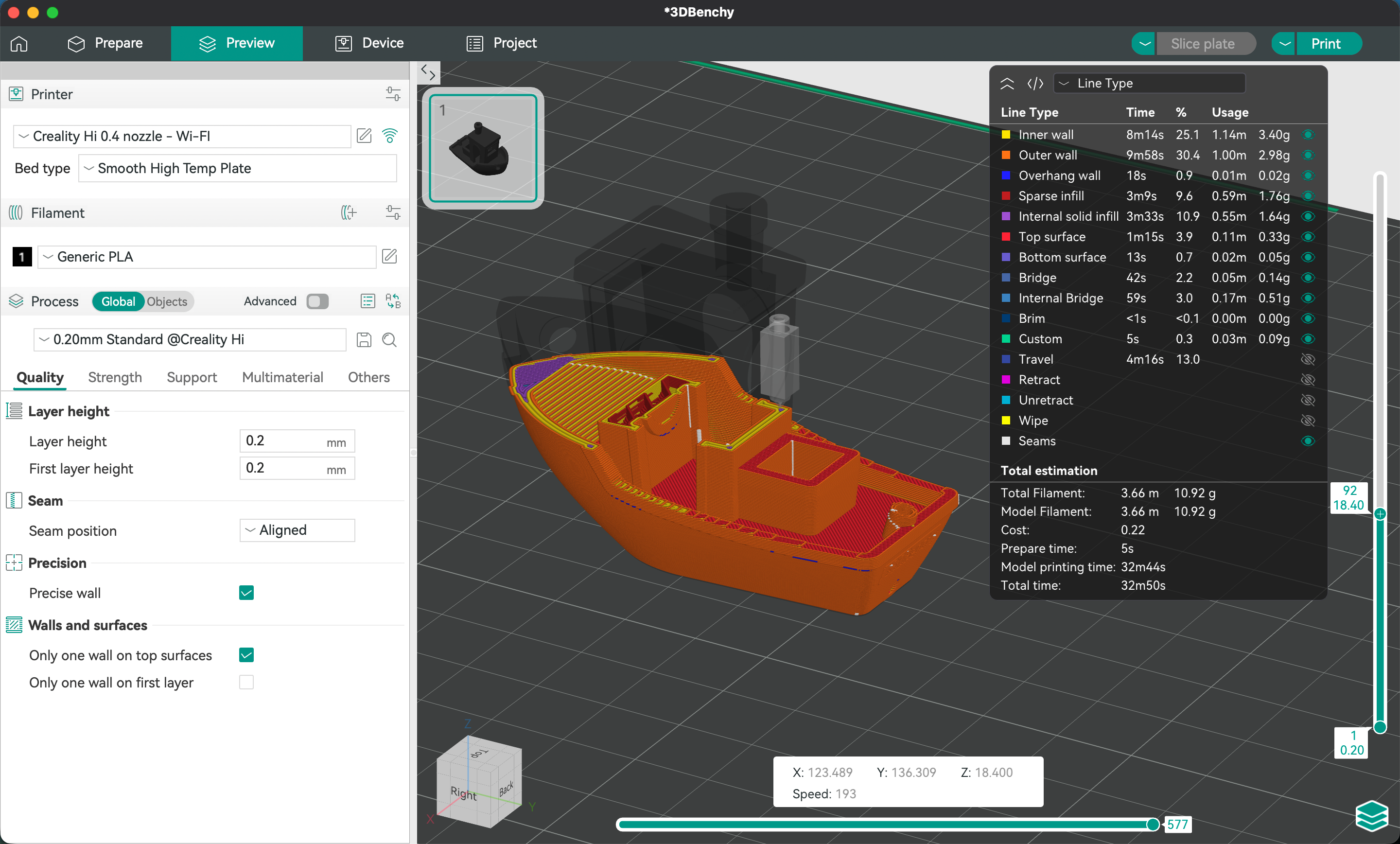
OrcaSlicer, разрез модельки Benchy
Creality Print
Официальный слайсер от Creality. Насколько я понял он основан на уже упомянутом опенсорсном OrcaSlicer, но с урезанными функциями. Выглядит очень похоже, но интерфейс вырвиглазный, тяжело читать текст на полупрозрачном фоне.
Несмотря на все эти проблемы, я чаще всего пользовался именно Creality Print. Основная причина — в нем «из коробки» работает встроенная камера, что позволяет легко следить за печатью удаленно. В OrcaSlicer такой интеграции, к сожалению, нет, а ради удобного мониторинга и возможности отключать долгую калибровку перед печатью я был готов мириться с недостатками интерфейса.
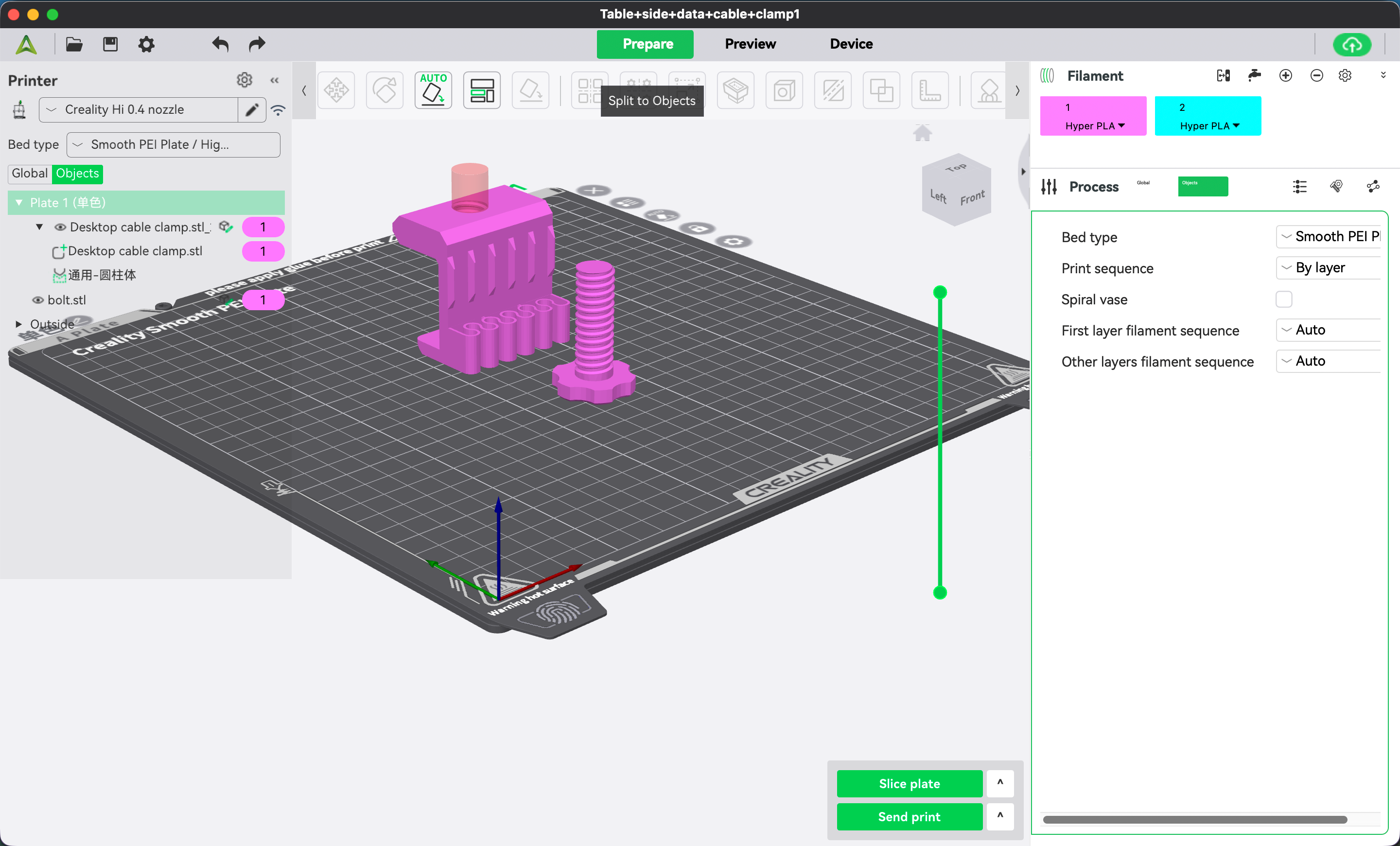
Creality Print
SSH
Полный доступ к системе. Пока не знаю для чего это может пригодиться, но как по мне это хорошо, что производитель позволяет продвинутым пользователям расширенные возможности по управлению своим девайсом.
Подключение к принтеру по SSH
USB
Классический способ — файл на флешку, вставил в принтер, запустил печать. Я его не пробовал, так как передача по Wi-Fi сильно удобнее, но я думаю что старый добрый способ должен работать без проблем.
Впечатления
Что понравилось
- Просто начать использовать. Собрал, включил, печатаю.
- Качество печати с дефолтными настройками — нормально. Я ожидал что слои будет видно сильнее, но по факту если не приглядываться к готовому изделию, то не сразу понятно что оно напечатано на 3D принтере.
- Принтер не заблокирован в экосистеме производителя. Если мне нужно будет поменять какой-то параметр или использовать нестандартный слайсер, то я смогу это сделать.
Что не понравилось
- При использовании OrcaSlicer принтер запускает полную калибровку стола перед каждой печатью. По идее достаточно калибровать один раз после включения. Я пока не разобрался, баг ли это и как это поправить, но эти первые 10 минут калибровки - самое мучительное что было в моей жизни.
- Камера довольно плохая и детали никакие не рассмотришь, низкое разрешение и малый динамический диапазон. LED подсветка для камеры светит пучком в небольшое место и в полной темноте этого вообще не хватает. Хотя стоит учитывать что само наличие хоть какой-то камеры это уже плюс.
Что дальше
Пока печатал эти простые вещи из PLA появилась первая реальная задача — сделать ручку для шкафа вместо сломанной. Это отличный повод попробовать спроектировать и напечатать свою модель. Я сейчас в процессе проектирования и как только закончу расскажу об этом в следующей статье.
А дальше начну эксперименты с PETG — более прочным материалом для печати той самой серверной стойки Lab Rax. PETG более требовательный материал чем PLA и возможно придется решить некоторые связанные с этим проблемы.